Production has stopped and no one is scurrying around to take care of the flashing red lights. An event that at one time would have caused serious downtime is now only a blip, thanks to the evolution of manufacturing technology.
Today, the appropriate employees would be instantly notified of the outage and the problem quickly fixed because the factory is digitised and connected in real-time. Management, maintenance, production, planning, scheduling, and the entire manufacturing team now has visibility into the production process because they operate on a single, synchronised platform.
In an afternoon continuous improvement (CI) meeting, some team members are clustered around a large flat screen; others are accessing the same information on smart phones thousands of miles away. The entire team comes to an agreement quickly because all of the facts are visualised, says Thomas R. Cutler is the president & CEO of Fort Lauderdale, Florida-based, TR Cutler, Inc and John Maher vice president of Product Strategy at Synchrono, Inc.
Enabling this is technology based on proven, demand-driven methodologies encompasses the best of Lean, Six Sigma, and Theory of Constraints (TOC) principles. Enterprise, system, and machine-level data is transformed into actionable information — making this CI meeting more collaborative and effective.
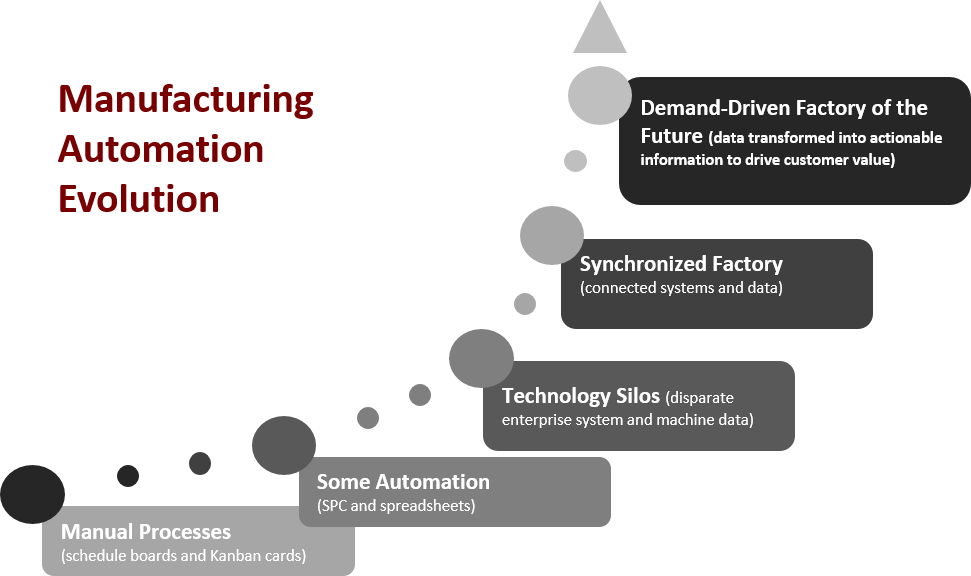
Using demand-driven principles and synchronised systems, manufacturers have learned to reach new levels of communication, growth, and customer responsiveness. Every forward-thinking manufacturing environment is somewhere on the path toward becoming more synchronised and demand-driven.
Digital connectivity
Demand-driven manufacturing is a process which describes production that is based on actual customer demand with the aim to synchronise everything (workforce, method, materials, machines, and information) in order to drive flow. This process is accelerated by technology that automates, digitises data, and connects every function within the demand-driven organisation (as well as every layer of the supply chain).
The Industrial Internet of Things
The Internet of Things refers to connectivity between products and systems across nearly every aspect of life. This concept within the manufacturing industry, Industrial Internet of Things (IIoT) represents the ability to collect, analyse, and share data about materials, machines, and processes in the production environment, in real-time.
The power of this level of information is unquestionable. IIoT is already bringing exponential value to manufacturers; McKinsey Global Institute Report noted, “The Internet of Things has the potential to unleash as much as $6.2 trillion in new global economic value annually by 2025.” McKinsey also projected that, “Eighty to 100% of all manufacturers will be using IIoT applications by 2025, leading to a $2.3 trillion economic impact for the global manufacturing industry alone.”
Manufacturing equipment, products, planning, and execution systems are more connected, allowing the people that use them to see what is really going on as it happens. The synchronised factory enabled by IIoT is able to visualise and effectively overcome obstacles and bottlenecks that once prevented and disguised true priorities.
Connect, Collaborate, Compete
Research has shown that connected factories use this new intelligence to become more demand driven, and increase their competitive advantage. They pull together machine-level, inventory management, supplier and customer data – and transform it into actionable information.
This information provides a big-picture view that identifies disruptions in real-time, coordinates a fast and effective response, and logs the cause and impact to direct continuous improvement lean manufacturing efforts.
In manufacturing environments, this level of synchronisation and integration allows teams to collect tag and sensor data from machines, conveyor belts, HMI screens, and Environment Management Systems (EMS); teams collect transactions from RFID tags and capture business application information in a contextualised historian. It also allows operations and quality managers to analyse this granular data to pinpoint causes of production variability, quality problems, or wasted opportunities. The net result is the use of these data to support operator and resource metrics.

The smart factories represent more than a singular kaizen event, rather they create a work-cell information board to support gemba walks, plant-wide KPIs, as well as plant, business unit, and corporate gold standards.
This core data is automatically collected and used to evaluate and support decisions at all levels of the organisation. No more working from different data sets or pulling data from disparate business applications, spreadsheets and databases. Everyone is working from the same real-time information which, depending on their system, they can visualise in a number of different ways.
These strategies accelerate lean impacts through improved access to data, self-service analytical tools. alerting to out-of-control conditions and management tracking tools for prioritisation of projects.
Demand-driven factories deliver on-time orders more reliably and gain capacity to meet future customer needs. The intelligent environment gives employees clarity about what is the number one thing they could be doing right now to improve overall company performance and the information to determine how to approach it. By shortening reaction time to disruptions and bottlenecks, and by focusing on the true driver of sustained growth—improved flow – manufacturers are now exceeding customer expectations.
World-class effectiveness in the service of the customer is how manufacturers unleash growth in a synchronised environment.
The authors of this blog are Thomas R. Cutler is the president & CEO of Fort Lauderdale, Florida-based, TR Cutler, Inc and John Maher Vice President of Product Strategy at Synchrono, Inc
About the Authors:
Thomas R. Cutler is the president & CEO of Fort Lauderdale, Florida-based, TR Cutler, Inc.,Cutler is the founder of the Manufacturing Media Consortium including more than 6000 journalists, editors, and economists writing about trends in manufacturing, industry, material handling, and process improvement. Cutler authors more than 500 feature articles annually regarding the manufacturing sector and is the most published freelance industrial journalist worldwide. Cutler can be contacted at trcutler@trcutlerinc.com and can be followed on Twitter @ThomasRCutler.
John Maher vice president of Product Strategy at Synchrono, Inc. Maher has more than twenty years of experience working in manufacturing environments and has been with Synchrono since the company’s inception. He holds subject matter expertise in ERP, MRP, APS, supply chain, manufacturing planning and scheduling systems and constraints management drives continuous refinement of the company’s Lean and constraints management-based software and services. He is responsible for providing strategic direction for the Synchrono product roadmap and oversees the technology and delivery functions within the organisation.
John earned his BBA in production/operations management from University of Wisconsin, Whitewater, and an MBA from the University of Minnesota, Carlson School of Management. He has APICS CPIM certification in production and inventory management and Jonah certification in Theory of Constraints from the Goldratt Institute. Can be followed on Twitter @Synchrono_News.
Comment on this article below or via Twitter: @IoTNow_ OR @jcIoTnow