There’s a lot of excitement and interest surrounding Industry 4.0 and the potential it has to improve profitability and productivity. However, even though it’s early days for the concept Industry 4.0 is already making contributions to the booming automation technology sector, writes Eberhard Klotz, the head of the Industry 4.0 campaign at Festo.
As industry changes amid the drive towards digitalisation, organisations are looking to achieve real business results from their engagement with new technologies. Marketing hype detailing theoretical benefits of an IoT-enabled future is no longer enough, companies want to see returns on investments in new technologies. Industry 4.0 is doing exactly this because it is backed up by specific projects, products and services.
Festo, for example, not only implements IoT functions and services into its product portfolio but also adds training and consulting for students as well as professionals, using the latest technology in its Technology Factory at Scharnhausen, Germany. Festo is a member of the Industry 4.0 platform advising the German government; it develops basic and further training concepts and measures for new career paths, and carries out visionary research in the Bionic Learning Network with autonomous and selfcontrolling systems such as BionicANTs or the prototypes of interactive, collaborative, pneumatic 7-axis robots like the BionicCobot.
Industry 4.0 products: from the mechanics up to the cloud
Festo is already delivering some real automation technology products for the fourth industrial revolution: integrated drive packages, modular valve terminals with open platform communications (OPC) universal architecture (UA) and IoT gateways, decentralised CODESYS controllers and autonomous mechatronic subsystems with IP20 or IP65. In addition, there are IoT driven apps and services, valuable dashboards for some products and complete subsystems. Festo is able to provide consistent connectivity from the mechanics up to flexible and multiple cloud concepts.
Festo, in contrast to consultancies, has the advantage that it can draw on a wealth of user experience from pilot production projects in the Scharnhausen Technology Plant. This includes topics such as energy management and optimisation as well as innovative one-piece-flow concepts based on standardised networking, mobile maintenance with tablets or automated, flexible test systems for individual products. This experience is also incorporated into Festo’s own products.
Big data analytics figure out bottlenecks to reduce cycle time by 15%
The example described below refers to a significant 15% improvement in performance and quantity output of a new assembly line enabled by big data analytics. It highlights, how Festo’s new automation platforms with IP20 and IP65, IoT gateways and a direct link to a cloud can be basic ingredients to this success.
In this example, a large assembly line is designed to operate mass production as well as lot size 1. Current customers demand lot size 200-2,000. The volume each year adds up to 1.2 million at a cycle time of 13 sec.
The change of the batches is done by SAP ME/order management, but inside the machine radio frequency identification (RFID) at each work station triggers all parameters per station.
The technical basics of this assembly line are mechatronic subsystems in all machine cells, which are operated by decentralised control concepts for the electric and pneumatic drives and actuators. All stations provide all data relevant to operate and maintain the line in a unified digital format, and are networked with all testing stations and quality systems. Data which is relevant for the machine operation is processed locally in realtime. All data from around about 400 IP addresses in total is gathered, condensed and provided via OPC UA to either support motion control, or analytics by a PC or a cloud-based solution.
Such a concept generates first of all a mass of data. That requires different machine personnel How to prove payback on an Industry 4.0 project with additional skills for the data analytics that are possible –and necessary. You need data scientists to get the most value out of your data in this scenario as illustrated in Figure 1.

After two years in operation a first big data analysis was executed and turned out to be highly valuable. Typical patterns could clearly be found and bottlenecks were identified. It was possible to find a concept to overcome these bottlenecks and to optimise an even new machine’s cycle time by 15% – from 13 to ~ 11 seconds. The changes made include modifications inside the test cells and their procedures, the work stations trigger the cell in advance and thereby save time for booting the test routing and its connectors. Other bottlenecks required a stronger central processing unit (CPU). Without data transparency, without the value of data, such an optimisation would not have been possible at all – or only after little more than guess work and trial and error approaches. This example really proves how to turn or transform a measured value into an added value.
It has to be pointed out that this example may look to some to be outstanding and exceptionally successful – and, for sure, it is because the payback period is less than one year. However, even though another example may show a much smaller effect and a payback period of two or three years: that outcome would still be highly valuable for many industries.
Automation solutions for mechatronic subsystems in Industry 4.0 environments
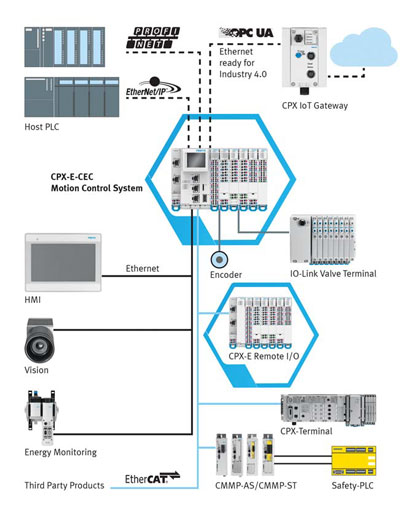
To get all the relevant data out of a machine and all its mechatronic subsystems, you need several ingredients. Depending on your production system, it could include seamlessly connected and integrated drive solutions in electric axes as well as pneumatics. Vision sensors, quality inspection, tracking information, energy monitoring, connection to logistics and order management/MES. A possible Festo system configuration is shown in Figure 2: The CPX-E system is a high-performance control system for factory automation. The system consists of individual function modules that can be used to create a modular, compact and thus very flexible (sub)system. Depending on the module combination, the system can be used as a purely remote I/O system or as a (centralised or decentralised) control system for factory or process automation.