Knud Lasse Lueth, the managing director of analyst firm IoT Analytics, recently interviewed Eberhard Klotz, the head of the Industry 4.0 Campaign at Festo, to discuss success stories but also obstacles and critical success factors in Industry 4.0
Knud Lasse Lueth: Industry 4.0 remains a hot topic of interest, often mentioned along the same lines as smart factory, IoT and digitalisation. Is it all the same to you or do you distinguish between these terms?
Eberhard Klotz: At Festo we view Industry 4.0 as the process through which we get to the production of the future. Festo has a holistic view of the changes in the production world, considers different perspectives and, in addition to technology, also takes other key points into account, such as the interaction between man and machine, and the issue of training and qualifying junior and senior professionals worldwide.
Industry 4.0 brings together various activities under one umbrella and describes the change that is imposing new requirements on production systems, machines and people in many areas. This includes a digital customer journey from first contacts via web search engines, online product selection and dimensioning – simulation – tools, and a complete digital process ending at a factory’s machine or assembly line – the smart factory.
Products that are produced according to Industry 4.0 standards generate a digital representation, a so-called digital twin or shadow. This digital replica allows users to always access relevant product data, ensuring highest quality and stability in production. It also makes it easier for suppliers to add service like predictive maintenance, lifecycle optimisation, and overall equipment effectiveness (OEE) improvement.
Industry 4.0 is the combination of Internet of Things (IoT) and digitalisation of products and services. The essence is that a networked world leads to a more effective and efficient future.

IoT Analytics
KLL: A lot of people talk about Industry 4.0 as the enabler for more flexibility in manufacturing towards lot size 1, but what about mass production?
EK: You are right, several industries use these new technologies and opportunities to achieve a higher degree of customisation in small lot-sizes – which, by the way, some industries like automotive have done for 30 to 40 years already. But Industry 4.0 is also an important enabler for more efficient mass production. I see a lot of firms that improve their manufacturing sites by optimising energy utilisation, focusing on equipment effectiveness, and making use of big data analytics to better predict actual or upcoming consumer needs.
KLL: What or who are the main drivers for Industry 4.0 inside your company?

Festo
EK: Festo started the Fourth Industrial Revolution with agile team structures to learn and adopt quickly, inspired and guided by our CTO. Initially, starting in 2010, our headquarters in Germany had been the focus of innovation with activities around product innovation, R&D, production, IT infrastructure and employee qualification with Festo Didactic.
Our current initiatives include a lot of organisational topics such as establishing clear roles and responsibilities where needed, such as in sales, HR, IT, logistics or purchasing, and adjusting our organisational structure by forming two new business units: electric automation and digitalisation. Those two units as well as our internal IT department drive the topic. On top of that, our subsidiary Festo Didactic had outstanding success in supplying schools and universities with cyber-physical – training – factories, mainly in Europe.
KLL: Last year in IoT Now, you elaborated on your research activities around Industry 4.0 and how you make your own factories smart. How has this picture evolved, particularly with the heavy investments you have made into your own technology factory in Scharnhausen, Germany?
EK: Festo has implemented many new technologies in the last year in our new factory. We are now rolling out some of the most successful ones to other plants outside Germany because we see a very clear payback scenario. Let me mention two of my personal favourites. The first example is a data analytics project that improves machine performance, figures out bottlenecks and helped us to reduce cycle time by 15%. The setup is fairly sophisticated: We have a large assembly line that is designed to operate mass production as well as lot size 1. Current customers demand lot size 200-2000. The annual production volume is about 1.2 million pieces at a cycle time of 13 seconds.
The technical basis of this assembly line are the mechatronic subsystems in all machine cells, which are operated by decentralised control systems. The data to operate and maintain the line is provided in a unified digital format and it is shared with all testing stations and quality systems. Data relevant for machine operations is processed locally in real-time. In addition, data from the line – 400 IP addresses in total – is gathered, condensed and provided via Open Platform Communications (OPC) unified architecture (UA) to either support motion control, or analytics on a PC or in the cloud. The change of the batches is done by SAP ME/order management, but inside the machine an RFID tag that is mounted to each work piece triggers all parameters/recipes per station.

Thanks to the data transparency with this setup, we were able to perform detailed data analyses that identified some common patterns, as well as crucial bottlenecks. We then defined a concept to overcome these bottlenecks, thereby optimising new machine cycle time by 15% – from 13 to 11 seconds. The changes we made include modifications inside the test cells and their procedures. The workpieces, for example, now trigger the cell in advance and thereby save time for booting the test routing and its connectors. Other bottlenecks required a stronger central processing unit (CPU). Without data transparency such an optimisation would not have been possible.
It has to be pointed out that this case may look outstanding to some, exceptionally good and successful – and for sure it is, as the payback is below one year. But even if another case may show a much smaller effect and paying back in two-to-three or even five years: that might still be a nice and valuable one for many industries.
KLL: What about your second example? Did it also achieve a payback below one year?
EK: The second example I would like to share is our mobile maintenance concept. Each maintenance worker at the new Festo technology factory in Scharnhausen is equipped with a tablet that contains the regular maintenance tasks, manuals and repair instructions of all machines, including 15 years of digitised historical maintenance data. The tablets connect to each machine as well as the enterprise resource planning (ERP) and manufacturing execution systems (MES). Basic functions such as email or chats are available as well. It allows the technician to have instant direct communication with an expert/colleague, busy at another machine. More than 200 machines can now be maintained using this technology.
We immediately realised that the technicians didn’t have to walk back to the central maintenance office all time and were thus more productive. The other effect is that the repair time per machine is significantly reduced as all information is available instantly. Thanks to the technology, we were able to bridge a 30% growth in factory size and machinery, without changing the team size. This all together significantly increased OEE figures and showed a sensational payback below six months.
Now, in a second step, additional features will be integrated: A sensor that is connected to an CPX/MPA valve terminal from Festo, can now directly convert error messages into a task in the task list. The system also automatically re-orders the broken part, after double-checking stock levels.
Based on these experiences, we have now developed ‘Smartenance’ – a digital maintenance manager for production supervisors and plant operators around the world. Smartenance combines the learnings we generated in our own plants and enables paperless maintenance with clear scheduling and evaluation of required maintenance tasks.
KLL: That is a great innovation story for a new product. Let’s talk about your legacy products, though. You like to refer to yourself as an innovation leader in automation. How are you making the existing automation products you offer smarter?
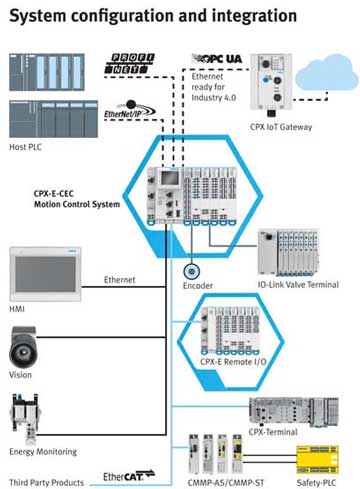
EK: Festo is delivering a number of automation technology products that are needed for the fourth industrial revolution. They include integrated drive packages, modular valve terminals that include OPC UA support and IoT gateways, as well as decentralised CODESYS controllers and autonomous mechatronic subsystems with IP20 or IP65. In addition, we provide IoT driven applications and services, valuable dashboards for some products and complete subsystems. Festo is also able to provide consistent connectivity, for example with the Festo Cloud, Siemens MindSphere, or Rockwell Factory Talk.
KLL: Can you give some examples of how your customers have implemented these solutions?
EK: Some customers, like DMG Mori, have integrated our energy transparency concepts into their machines and productions sites. Others have adopted the Festo Motion Terminal for more flexible and digital pneumatics, MediaMation did so for a new generation of cinema chairs. Others add additional sensors and vision systems, as well as radio frequency identification (RFID) tracking in order to perform better process optimisation. Several automotive original equipment manufacturers (OEMs) are piloting our machineto- cloud concepts as well as our artificial intelligence (AI) software in order to improve maintenance and OEE. One large end-user is completely redefining their manufacturing competencies based on our technologies. The company is reducing their production knowhow and delegating full responsibility to the machine builders. This is a radical shift that requires threeto- five years of discussion, planning and business process reengineering. It is not something that happens overnight as it requires full data transparency and the willingness to delegate responsibility to suppliers, including machine availability and market risk.
KLL: How can the skills gap be solved that is increasingly becoming apparent around data science and analytics in small and mid-sized manufacturing plants?
EK: Indeed, these important competencies are underrepresented in SMEs today. Festo Didactic will target these qualification gaps by 2019 within its seminar portfolio. We also actively work with government representatives that are responsible for education. One key activity is to make them aware of the portfolio gap in educational institutions. Within our own manufacturing sites, Festo is now qualifying machine specialists on data science and analytics skills, mostly supported by our IT department.
HR is also getting creative in finding new ways to recruit data science talent. They now search in special communities and make use of analytics software for talent recruiting. We also co-operate with IT-focused universities around the world and support hackathon events. An internal data science lab supported by the IT department helps qualifying internal talents, for example from the production and logistics team.
KLL: What is your strategy for 2019 and beyond?
EK: Festo as a company is changing a lot, not to say completely: We launched with a big bang on digitalisation at this year’s Hannover fair, and will add a second big bang on electric automation at the upcoming SPS/IPC Drives show. We see our company as the leader in the Industry 4.0 transformation process – which under many aspects raises the value and contribution of software to a level of 50% in the long run. With our recent takeover of the AI specialist Resolto, Festo clearly opens the direction towards added value through data, knowledge and software. What we use as a success factor in our own production environment we also share with our customers. Walking our talk, we are the engineers of productivity.